直径36 105钢棒调质线运行 调质热处理设备原理与技术解析
在金属材料加工领域,调质热处理是提升钢材综合机械性能的关键工艺之一。本文以直径36毫米的105钢棒调质生产线为实例,深入探讨其运行过程、所涉及的热处理设备及其核心工作原理,以揭示这一高效、精密热处理流程的技术内涵。
一、调质热处理的基本原理与目标
调质处理,即淬火加高温回火的复合热处理工艺,旨在使钢材获得良好的强度、塑性和韧性的配合。对于105钢(一种优质碳素结构钢,相当于中国牌号中的50Mn或55钢),调质处理能够显著细化其内部晶粒,消除内应力,并获得以回火索氏体为主的组织。这种组织使材料兼具高强度和良好的韧性,特别适用于制造承受交变载荷或冲击载荷的轴类、连杆等重要零件。直径36毫米的钢棒规格适中,对热处理设备的加热均匀性、冷却速度控制提出了明确要求。
二、调质生产线的核心设备构成
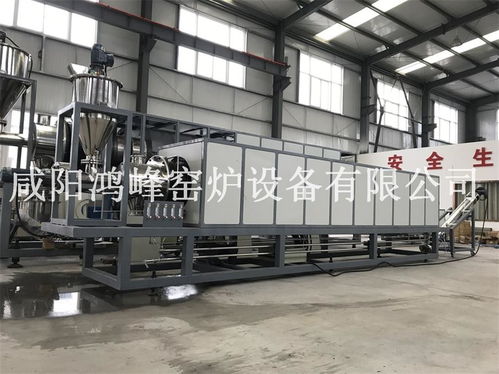
一条完整的钢棒调质生产线,通常由以下几大关键设备系统串联组成,实现连续或半连续作业:
- 上料与输送系统:负责将直径36mm的105钢棒有序、平稳地送入热处理区域。可能采用辊道、链条或步进梁式输送机,确保定位准确,节奏可控。
- 加热设备:这是生产线的核心。对于钢棒调质,最常用的是贯通式连续加热炉,如推杆式炉或步进梁式炉。
- 设备描述:炉体为长隧道状,钢棒从一端进入,在炉内按设定速度移动,从另一端出炉淬火。炉内通常分为预热区、加热区和均温区。
- 加热原理:主要依靠辐射传热和部分对流传热。炉内布置有电热元件(如电阻带、硅碳棒)或燃气烧嘴,将电能或燃料化学能转化为热能。热能通过电磁波(红外辐射)和热空气直接传递给钢棒表面,再通过热传导由表及里使整个截面均匀升温至淬火温度(对于105钢,通常在820-850℃左右)。
- 关键技术:精确的温度控制系统(采用热电偶测温与PID调节)和气氛控制(可能通入保护性气体如氮气,防止钢棒表面氧化脱碳)是保证加热质量的关键。
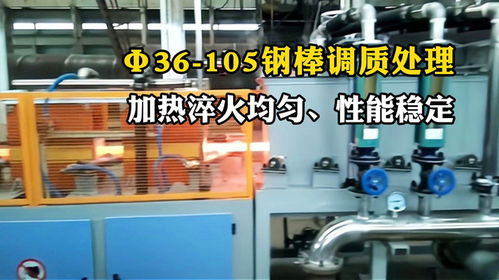
- 淬火设备:钢棒达到淬火温度并充分均热后,迅速转移到淬火槽。
- 设备描述:通常为大型水槽或聚合物水溶液槽,配备强力循环搅拌系统和冷却介质温度控制系统。
- 淬火原理:利用冷却介质(对于105钢,多采用水或水基淬火液)的快速吸热,使钢棒表面温度急剧下降,发生奥氏体向马氏体的相变,获得高硬度的马氏体组织。搅拌系统确保介质流动均匀,避免蒸汽膜覆盖导致冷却不均(软点或变形)。
- 回火设备:淬火后的钢棒立即(或经短暂停留后)进入回火炉。
- 设备描述:同样多为贯通式连续炉,如网带式回火炉或辊底式回火炉,温度较淬火炉低。
- 回火原理:将淬火后的钢棒重新加热到某一温度(对于105钢调质,回火温度通常在500-600℃之间),并保温一定时间。此过程中,不稳定的马氏体分解,碳化物析出并聚集,内应力得到消除,组织转变为稳定的回火索氏体,从而在保持较高强度的大幅提升塑性和韧性。温度与时间的精确控制决定了最终的性能指标。
- 后处理与下料系统:回火后的钢棒经冷却、检验(可能包括硬度抽检、弯曲度检测等),最后由下料机构收集、码放。
三、生产线运行的协同与自动化
现代调质线的运行高度依赖自动化控制系统(如PLC或DCS)。该系统集成管理各设备的启停、速度同步、温度设定与监控、冷却介质参数调节等。对于直径36mm的105钢棒,控制系统会根据其材质、规格和工艺曲线,自动协调加热炉的推进速度、各区的炉温、淬火液的流量与温度、回火炉的工艺参数,确保每一根钢棒都经历完全一致的热处理历程,实现产品质量的稳定性和重现性。
四、
直径36毫米105钢棒的调质生产线,是通过一系列精密设计的热处理设备——特别是贯通式加热炉、淬火槽和回火炉——的协同运行,严格遵循“奥氏体化→快速淬火→高温回火”的物理冶金原理,实现对材料显微组织和力学性能的精准调控。其核心在于设备的均匀加热能力、可控急速冷却能力以及全流程的自动化、智能化控制水平。深入理解这些设备的工作原理,对于优化工艺、保障产品质量、提升生产效率与节能降耗都具有至关重要的意义。
如若转载,请注明出处:http://www.shandonghaohai.com/product/63.html
更新时间:2026-04-14 16:12:39